| 课程级别 | 高级 |
| 培训周期 | 1-2个月 |
| 上课时间 | 全日制 |
| 上课地址 | 河北省石家庄市裕华区方兴路178号 |

河北德玛(工之艺)数控培训将传统师带徒与现代培训有机结合,以纯企业标准教学,完全按照企业研发部工作流程模式,工厂内部项目实战式教学。学习就是实习,即能就业。
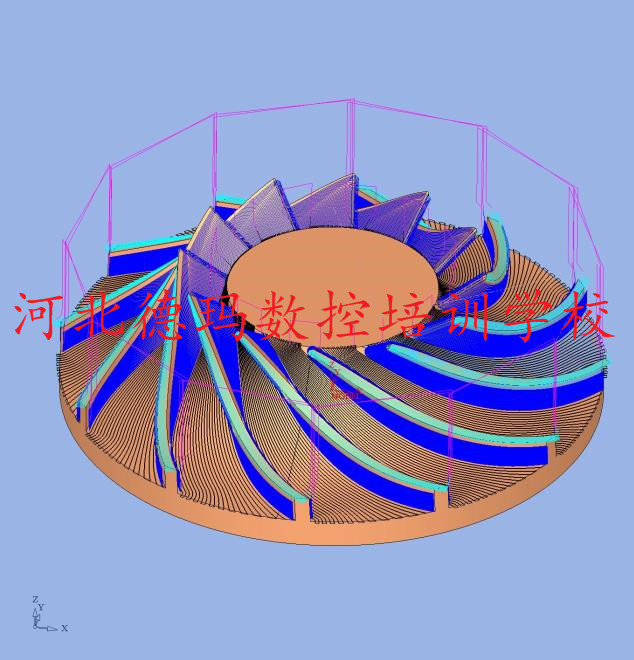
数控冲床是数字控制冲床的简称,是一种装有程序控制系统的自动化机床。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,从而使冲床动作并加工零件。数控冲床的操作和监控全部在这个数控单元中完成,它是数控冲床的大脑。与普通冲床相比,数控冲床有如下特点:加工精度高,具有稳定的加工质量;加工幅面大:一次可以完成1.5m*5m加工幅面;可进行多坐标的联动,能加工形状复杂的零件可做剪切成形等;加工零件改变时,一般只需要更改数控程序,可节省生产准备时间;冲床本身的精度高、刚性大,可选择有利的加工用量,生产率高;冲床自动化程度高,可以减轻劳动强度;操作简单,具备一定基础电脑知识培训2-3天均可上手操作;
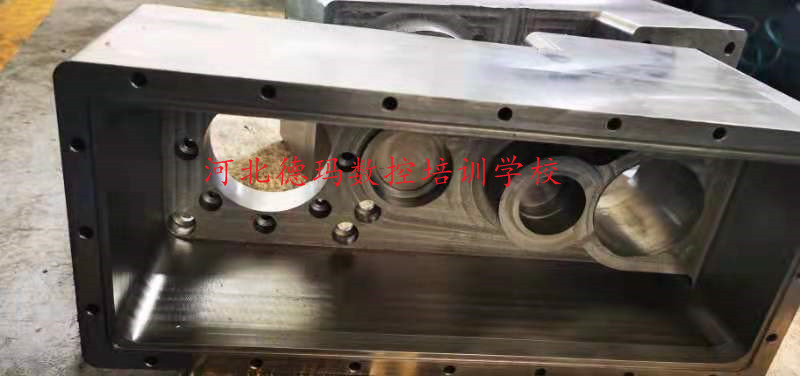
迁择好适宜的造型材料,工装及正确操作且标准化,那么任何机床铸件的缩松缺陷都可以解决,由于多种因素影响,常常会出现气孔、针孔、夹渣、裂纹、凹坑等缺陷。常用的修补设备为氩弧焊机、电阻焊机、冷焊机等,对于质量与外观要求不高的铸件缺陷可以用氩弧焊机等发热量大、速度快的焊机来修补。但在精密铸件缺陷修补领域,由于氩焊热影响大,修补时会造成铸件变形、硬度降低、砂眼、局部退火、开裂、针孔、磨损、划伤、咬边、或者是结合力不够及内应力损伤等二次缺陷,冷焊机正好克服了以上缺点,其优点主要表现在热影响区域小。铸件无需预热,常温冷焊修补。因而无变形、咬边和残余应力。
铸件缺陷如何修补铸件解决铸件缩松缺陷的方法。根本的着眼点就是热平衡,其方法是在机床铸件结构形成的厚处与热节处。实行凝固。人为地造成机床铸件各处温度场的基本平衡,采用内外冷铁,局部采用蓄热量大的锆英砂,铬铁矿砂或特种涂料,合理的工艺设计,内浇道设在机床铸件相对溥壁处,数时多且分散。使早进入厚壁处的金属液率先凝固,薄壁处后凝固,使各处基本达到均衡凝固,对于壁厚均匀的机床铸件。采用多个内浇道和出气孔,内浇道多。分散与均布,使整体热量均衡。出气孔细且多。即排气通畅又起散热作用,改变内浇道的位置选用蓄热量大的造型材料。

磨床的主要部件为床身。床身是磨床的基础支承件、在它的上面装有砂轮架、工作台、头架、尾座及横向滑鞍等部件。使这些部件在工作时保持准确的相对位置。床身内部用作液压油的油池。头架用于安装及夹持工件并带动工件旋转,头架在水平面内可逆时针方向转90°。内圆磨具用于支承磨内孔的砂轮主轴。内圆磨具主轴由单独的电动机驱动。砂轮架用于支承并传动高速旋转的砂轮主轴。砂轮架装在滑鞍上,当需磨削短圆锥面时,砂轮架可以在水平面内调整至一定角度位置±30°。尾座和头架的一起支承工件。滑鞍及横向进给机构转动横向进给手轮。可以使横向进给机构带动滑鞍及其上的砂轮架作横向进给运动。工作台由上下两层组成。上工作台可绕下工作台的水平面内回转一个角度(±10°)?用以磨削锥度不大的长圆锥面,上工作台的上面装有头架和尾座。它们可随着工作台一起,沿床身导轨作纵向往复运动。机床的用途:普通精度级内圆磨床,整机精度为IT6、IT7级。加工表面的表面粗糙度值Ra可控制在1.25和0.08μm范围内。内圆磨床可用于内内圆柱表面、内圆锥表面的精加工,虽然生产率较低,但由于内圆磨床通用性较好,被广泛用于单件小批生产车间、工具车间和机修车间。

便于清渣和除气,减少机床铸件的夹渣和气孔缺陷采用较低的浇注温度。则有利于降低金属液中的气体溶解度、液态收缩量和高温金属液对型腔表面的烘烤。避免产生气孔、粘砂和缩孔等缺陷。在保充满铸型型腔的前提下,尽量采用较低的浇注温度, 把金属液从浇包注入铸型的操作过程称为浇注,浇注操作不当会引起浇不足、冷隔、气孔、缩孔和夹渣等机床铸件缺陷,和造成人身伤害,主要包括外观质量、内在质量和使用质量,外观质量指铸件表面粗糙度、表面缺陷、尺寸偏差、形状偏差、重量偏差内在质量主要指铸件的化学成分、物理性能、机械性能、金相组织以及存在于铸件内部的孔洞、裂纹、夹杂、偏析等情况使用质量指铸件在不同条件下的工作耐久能力。
河北德玛模具设计数控编程培训学院教学模式:
1、随到随学。(学校可提供食宿)
2、一次报名,终身学习。
3、采用工厂管理模式教学,与实际应用接轨。
4、采用阶段性测试,充分了解学员的学习状况。

温馨提示